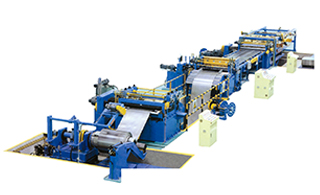
伺服驱动开卷机:配备自动对中功能,卷材重量可达20吨以上,张力控制精度±1%。
多辊精密矫平机:9~13辊矫平,消除材料内应力,平整度误差≤0.1mm/m。
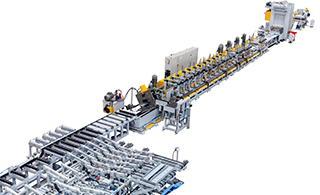
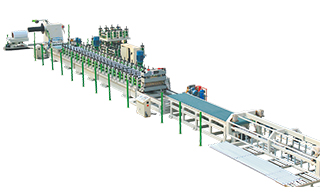
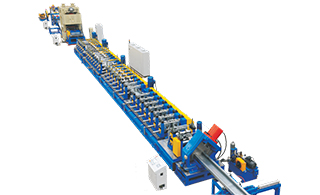
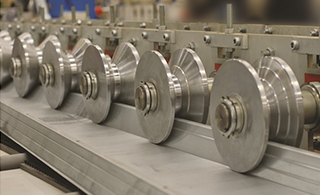
多道次伺服轧机:12~24组轧辊,独立伺服电机驱动(如安川/西门子),定位精度±0.02mm。
快速换模系统:液压锁紧轧辊,换型时间≤5分钟(如Euclid的Quick-Change技术)。
在线润滑冷却:减少轧辊磨损,延长寿命2~3倍。

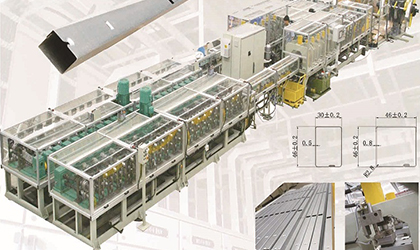
激光测距仪(如Keyence):实时监测型钢截面尺寸,公差±0.05mm。
机器视觉质检:检测表面缺陷(划痕、裂纹),分辨率达0.01mm。
PLC+工控机:倍福(Beckhoff)或西门子840D系统,支持工艺参数云端存储。
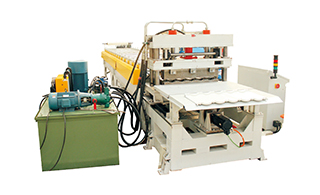
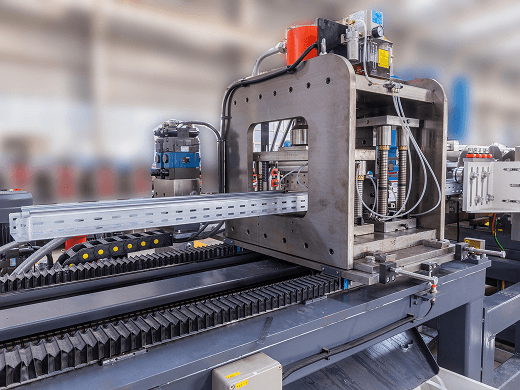
伺服飞锯/激光切割:切断长度精度±0.2mm(如通快激光切割头)。
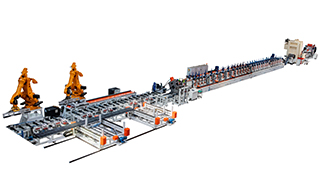
自动堆垛机器人:负载≥50kg,重复定位精度±0.1mm(如ABB IRB 6600)。
| 功能模块 | 高配置 | 普通配置 |
| 驱动方式 | 全伺服独立驱动 | 机械联动/部分伺服 |
| 控制精度 | ±0.05mm | ±0.2mm |
| 生产速度 | 60~120m/min | 20~50m/min |
| 换型时间 | ≤5分钟 | ≥15分钟 |
| 检测系统 | 激光+视觉闭环反馈 | 人工抽检 |
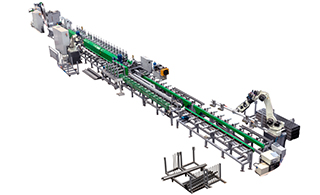
| 场景 | 速度 | 核心高端件 | 运行数据 |
| 光伏钢边框 | 40 m/min | 安川伺服 + ABB 机器人 + 德国 COPRA 成型工艺 | 月产能 3000 t,故障停机<0.5% |
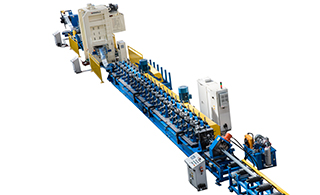
| 汽车大梁 | 10 m/min | 300 kW 主电机 + 整体调宽 + 在线焊接 | 换型 3 min,直线度 1 mm/5 m |
| 货架立柱 | 40 m/min | 伺服飞剪 + D2 淬火辊 + 西门子 PLC | 一人值守,班产 15 km |
一条真正“高端配置”的冷弯生产线,一定是“硬件零故障、软件自诊断、服务零等待”三位一体。
把上述清单写进技术协议,就能确保生产线在未来 5-10 年内持续高速、稳定、低能耗运行,实现真正意义上的“无人化、少人化”生产。
数字孪生:虚拟调试缩短投产周期30%以上。
节能设计:再生制动能量回收,能耗降低15%~20%。
模块化扩展:可选配冲孔、铆接、3D折弯等单元。