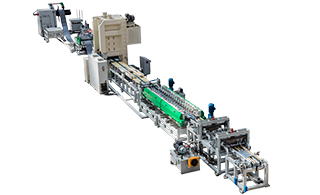
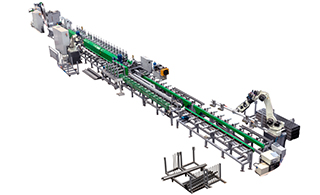
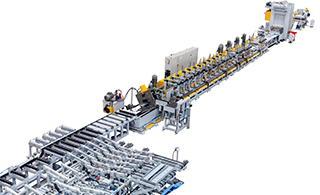
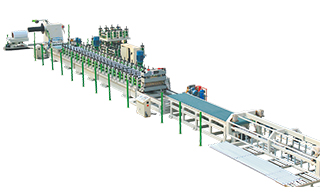
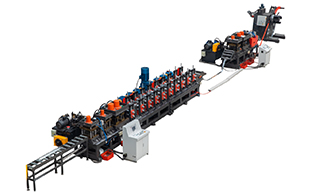
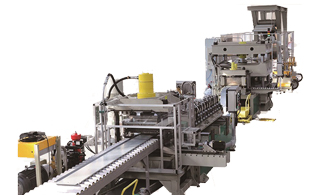
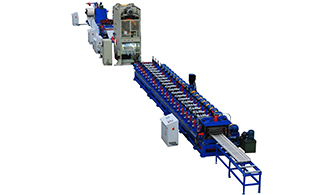
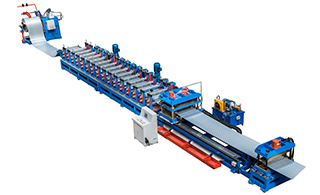
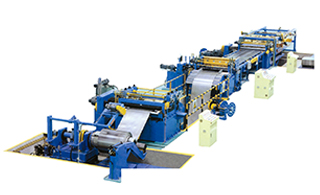
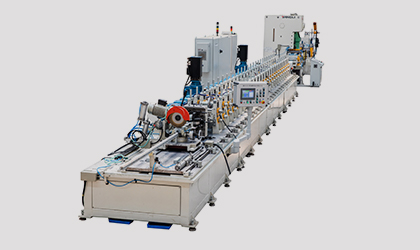
开卷与矫平:金属卷材通过开卷机展开,经矫平机消除内应力,确保材料平整度。
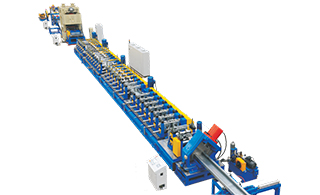
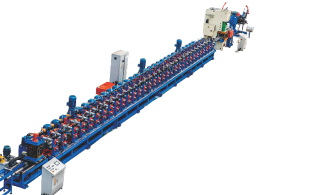
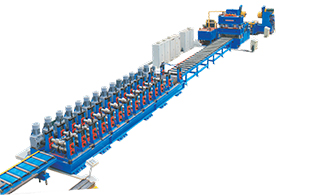
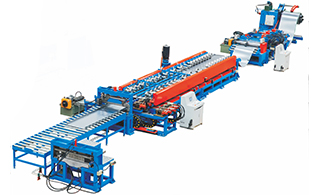
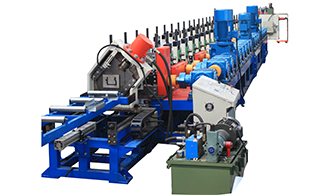
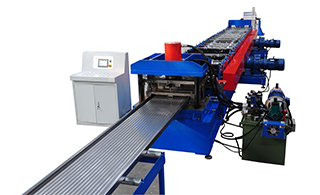
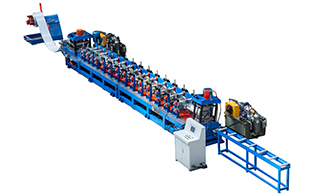
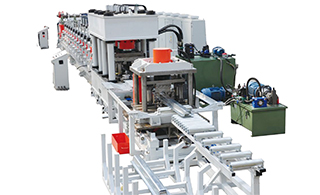
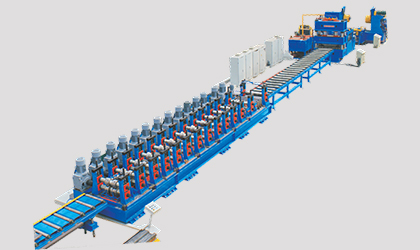
连续辊压成型:多组精密轧辊逐步弯曲带材,形成目标截面(如C型钢、U型钢、Z型钢、方管等)。
高频焊接:对闭口截面(如圆管、矩形管)进行焊接。
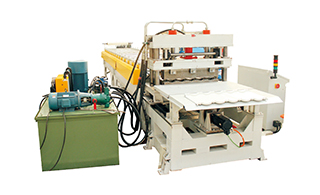
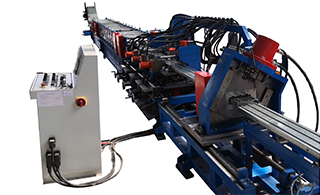
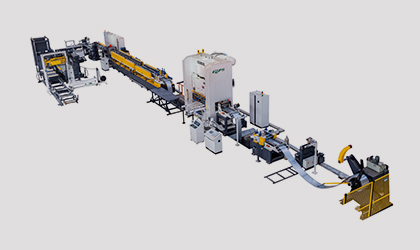
定长切断:采用飞锯或激光切割,保证长度精度(±0.5mm以内)。
在线检测与反馈:激光测距、视觉系统实时监控尺寸,动态调整轧辊参数。
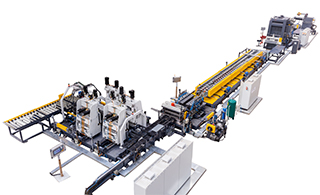
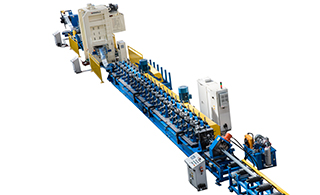
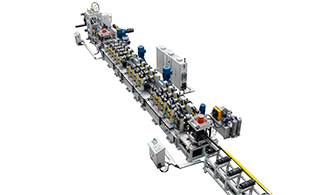
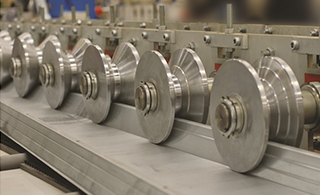
精密轧辊设计:
采用CAD/CAE仿真优化辊型,减少回弹误差。
轧辊材质选用高硬度合金(如Cr12MoV),表面镀铬或氮化处理以延长寿命。
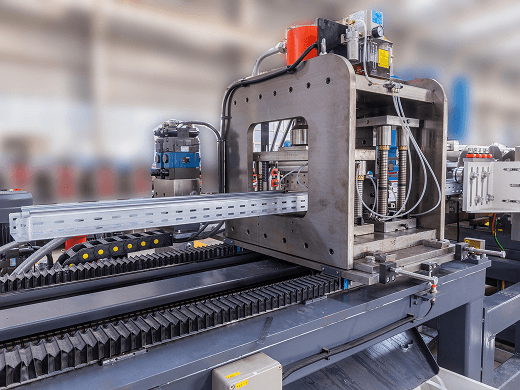
伺服驱动系统:
各道次轧辊独立伺服电机控制,定位精度达±0.05mm。
闭环张力控制,避免材料拉伸变形。
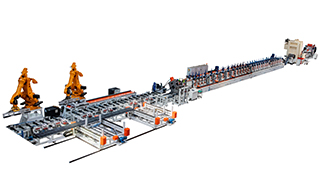
在线补偿技术:
实时反馈回弹量,通过自适应算法调整轧辊间隙。
温度补偿(针对高速生产时的热变形)。
高稳定性机械结构:
重型机架设计,减少振动;直线导轨导向,确保轧辊同心度。

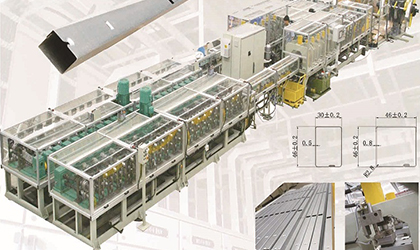
| 项目 | 高端冷弯线典型指标 | 对应工艺举例 |
| 定长切断 | ±0.1 mm ~ ±0.5 mm | 货架立柱 20 m/min 在线飞剪 |
| 孔距 / 步距 | ±0.1 mm | 汽车纵梁 600 mm 步距冲孔 |
| 直线度 | ≤0.3 mm/m | 仓储横梁全长 3 m 检测 |
| 扭曲度 | ≤0.5° / 2 m | 光伏边框 40 m/min 成型 |
| 截面尺寸 | 高度 ±0.2 mm,宽度 ±0.15 mm | C 型钢 80×40×15×2.0 mm |
| 表面粗糙度 | Ra≤0.8 µm(镜面辊) | 家电面板骨架 |
汽车门槛梁(料厚 1.4 mm,抗拉 590 MPa)
孔距 600 mm ±0.15 mm,合格率 99.7 %
20 m/min 连续 8 h 无人工调整
仓储立柱 100×50×20×2.0 mm
长度 2 000 mm ±0.3 mm,直线度 0.25 mm/m
冲孔 34 组孔位 ±0.1 mm,现场 Cpk=1.67
光伏 C 型钢
截面高度 80 mm ±0.2 mm,表面无辊印
40 m/min 全速时尺寸波动 ≤0.1 mm
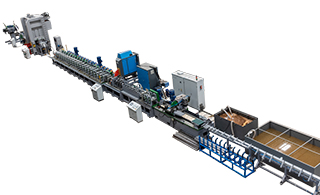
智能化:集成AI缺陷检测(如表面裂纹识别)、数字孪生模拟优化工艺。
绿色制造:节能伺服系统、废料在线回收。
多功能化:同一生产线兼容多规格型钢(快速换模≤10分钟)。
如需更具体的参数(如材料厚度范围、生产线速度)或某类特殊型钢(如变截面型材)的解决方案,可进一步说明需求。