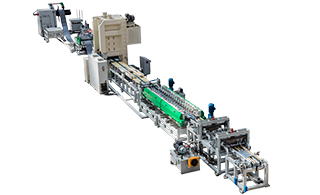
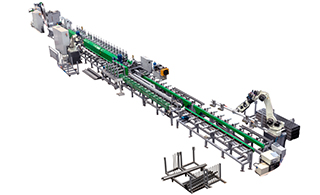
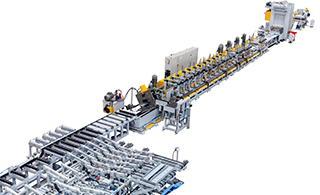
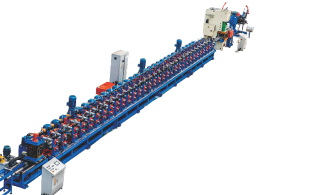
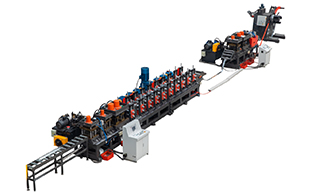
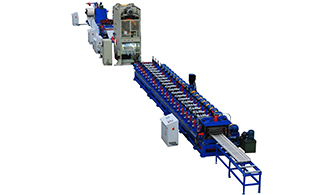
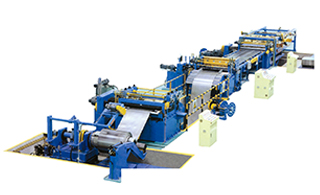
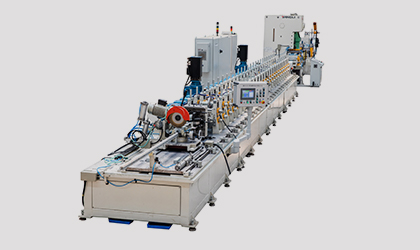
生产线速度:当前先进的高精度冷弯成型生产线可实现40m/min的稳定运行速度;
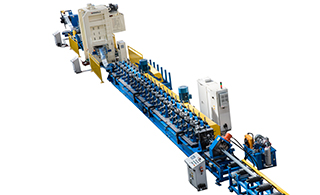
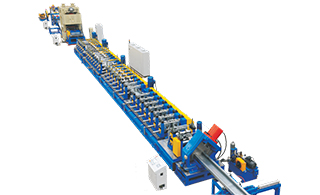
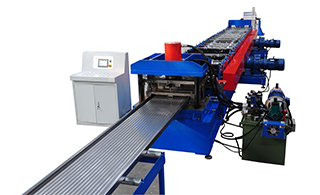
伺服送料系统:部分货架冷弯机组的整线运行速度达20m/min,伺服送料系统峰值可达60m/min;
经过我们多年不断改进生产工艺,精进设计与加工操作,通过优化以下几个环节促进生产线速度提升:
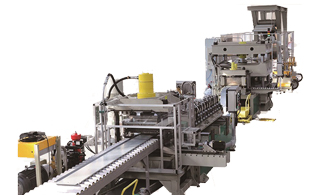
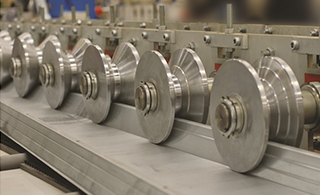
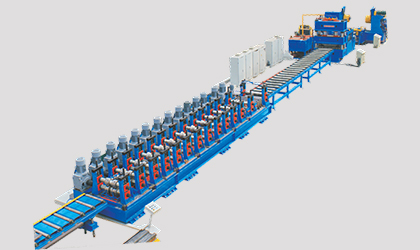
高刚性轧机机架:采用重型钢结构+液压锁紧,防止高速振动(振动幅度≤0.05mm)。
多道次伺服驱动:每道轧辊独立伺服电机,响应时间≤1ms,确保同步精度。
高速润滑冷却:微量润滑(MQL)系统,减少摩擦热变形,轧辊寿命提升50%。

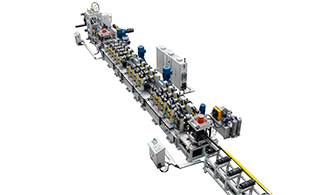
双伺服夹送系统:交替送料,速度≥120m/min,张力波动≤±1%。
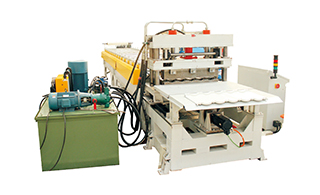
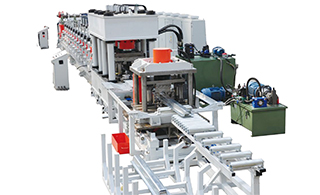
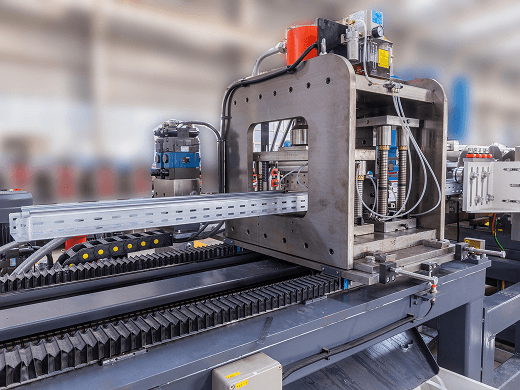
3、飞锯高速切断:
伺服飞锯:切断频率≥120次/分钟,精度±0.3mm。

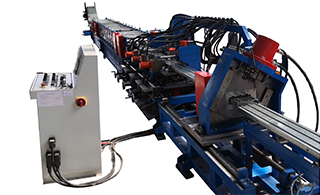
4、轧辊内部水冷通道:
保持恒温,防止热膨胀导致精度下降。
在线纠偏系统:激光对中+液压调整,带材跑偏量≤±0.5mm。
减震降噪设计:空气弹簧隔振+吸音材料,噪音≤75dB(高速运行时)。
性能对比表:
| 指标 | 高速冷弯生产线 | 普通冷弯生产线 |
| 生产速度 | 60~150m/min | 10~30m/min |
| 切断方式 | 伺服飞锯/激光切割 | 气动切断/普通飞锯 |
| 动态精度 | ±0.1mm(@100m/min) | ±0.3mm(@20m/min) |
| 换模时间 | ≤3分钟(快换系统) | ≥10分钟 |
| 能耗 | 高(但单位能耗更低) | 较低 |
效率提升:相比传统热弯或低速冷弯,单位时间产量提升3~15倍;
节能节材:无需加热,减少能耗,且高速下材料利用率仍保持在80%以上;
柔性制造:可快速切换产品规格,适应小批量多品种需求,尤其适合绿色建筑、汽车轻量化等行业。
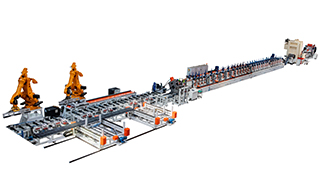
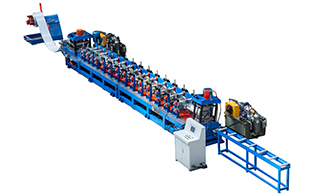
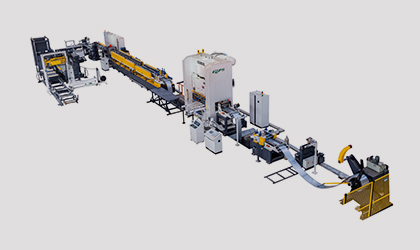
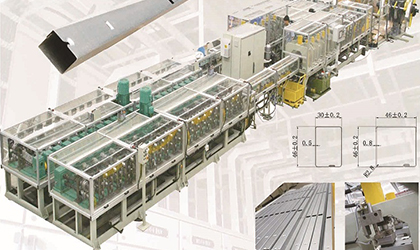
光伏支架(Q235B钢):速度100m/min,日产50吨,长度公差±0.5mm。
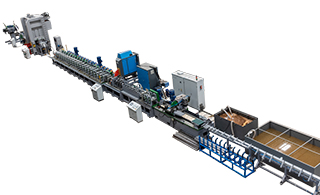
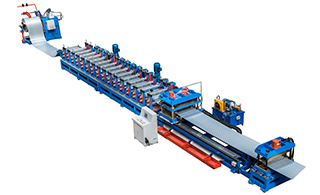
汽车门框(DP590高强钢):80m/min高速成型,回弹补偿AI模型。
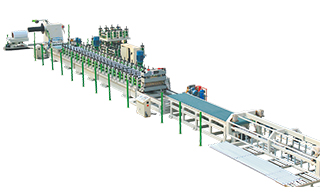
现代冷弯生产线通过伺服控制、模具优化与智能联动系统,已可实现20~60m/min的稳定高速运行,部分高端机型甚至突破传统速度极限,成为替代传统热轧与冲压工艺的高效绿色制造方案。